





Regardless of the mechanical and equipment, inspection and preparation should be done before booting to avoid danger. let's talk about the precautions of the plastic extrusion machine.
1.Before the plastic extrusion machine is turned on, the temperature is about 40-50 minutes, and then boot at a low speed. Check the screw whether there are exceptions, electric motors, ampere tables and other currents. The normal production process of the extruder needs to be continuously replenished; the operator needs to adjust different temperatures according to different properties of plastic when performing production operations.
2.When the plastic extrusion machine runs normally, the machine temperature of the device must be stable, and do not fall high and low. Near the firing holes, until the temperature setting temperature of the Die head reaches the set temperature, the air rotation time should not be too long to prevent the screw from rubbing with the barrel.
3.Gradually add the feeding, the feed of the plastic extrusion machine should be uniform. The speed of the material on the plastic extrusion machine is properly matched with the supply speed. Otherwise it will affect the quality and output of particles.
4.None allowed in front of the Mold to prevent accidental injury accidents.
5.After the plastic is squeezed out, it is necessary to slowly adjust extruded objects into the Vacuum cooling device, traction equipment, and turn on these equipment in advance.
6.Then adjust each link appropriately until the normal state.
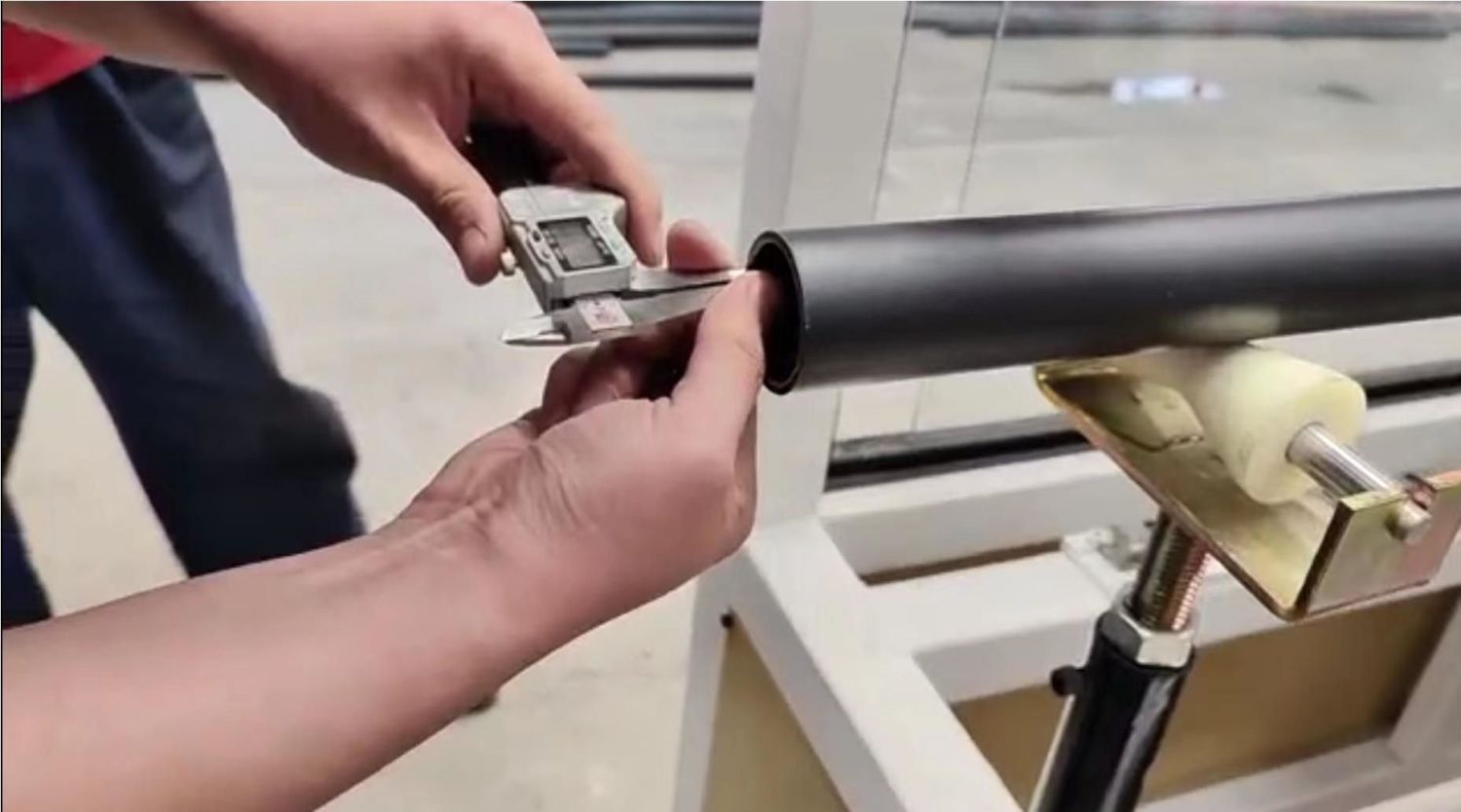
7.Cutting sampling, check whether the appearance meets the requirements, whether the size meets the standard, and quickly detect whether the performance meets the standard, and then adjust the extrusion process according to the quality requirements to meet the standard requirements of the product.



Post time: Mar-16-2023






